

 QQ
QQ
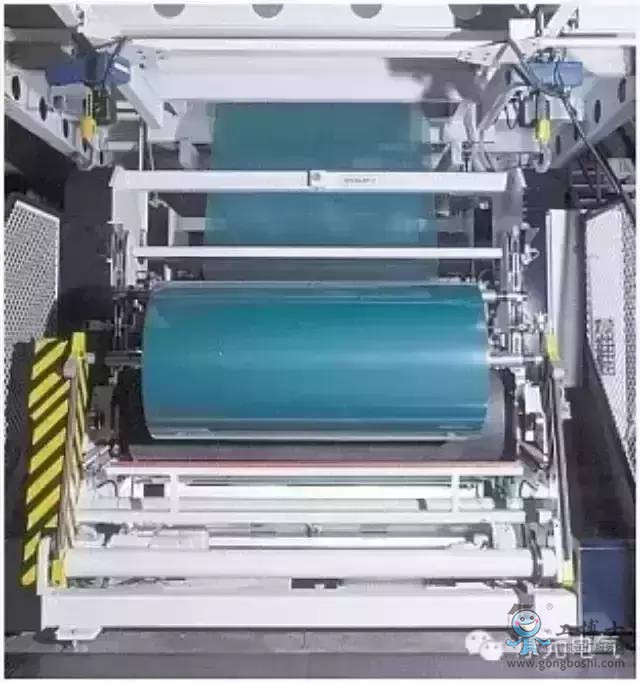
工艺要求
收卷
在设备工作过程中,要保持线材张力恒定,整个收卷过程不会出现线材拉扯变形、断裂和松散。
启动加速、停机减速和高低恒速运行过程中,机器运行稳定,材料张力恒定,收卷过程不出现线材拉扯变形、断裂和松散。
材料张力可根据需求设定。
排线
通常成品线材是层绕在工字轮上的,在工字轮的横轴上,线材应该一圈一圈平行紧密地排列。在这个工艺环节里,要求有一个排线装置来完成材料在横轴上端到下端往复的排列成品材料。排线装置来回往复的速度可以是定速也可以根据收卷电机的速度来控制。根据机械设计的要求,排线的实现有很多种方案,比如机械,变频等。
急停抱闸
n设备运行过程中,若出现紧急情况,要求整个设备快速停下来。该工艺过程要求停机过程结束后线材不会被拉断,这样才可以保证下次可以顺利启动。
n设备运行过程中,若设备检测出线材断裂或者其它故障,整个设备需要马上停止工作。设备外部可提供抱闸电路,由设备输出抱闸信号控制抱闸电路工作,以使得机器能快速停下来。当然也可以在变频器内部增加制动电阻来控制整机快速停止。
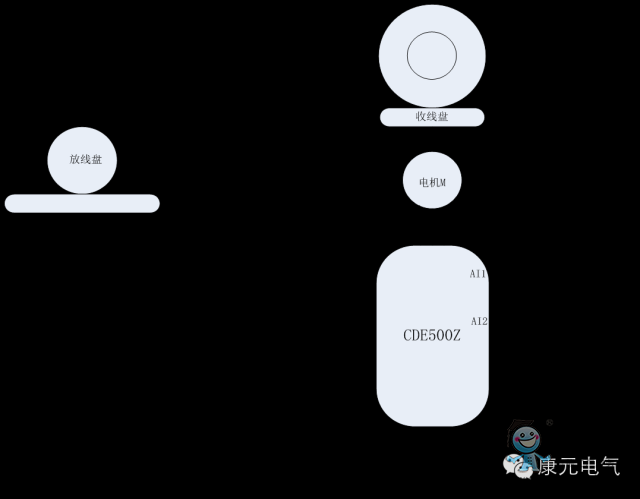
系统组成
系统提供自动卷径计算功能,可以根据前端线速度进行卷径计算,前端线速度可以通过模拟电压或者是脉冲传递到收卷电机;系统也可以根据线材的厚度,层圈数,再根据电机转速(脉冲计数或者自身估算)计算累计圈数,以此算出卷盘的卷径。 用户可通过键盘或者电位器设定线上张力。随着拉丝的进行,卷盘上的线材会越来越多,卷径变得越来越大,根据T(转矩)=F(张力)*R(卷盘半径),若张力恒定,那么随着卷径的增大,转矩也需要相应的增大。
系统提供自动卷径计算功能,可以根据前端线速度进行卷径计算,前端线速度可以通过模拟电压或者是脉冲传递到收卷电机;系统也可以根据线材的厚度,层圈数,再根据电机转速(脉冲计数或者自身估算)计算累计圈数,以此算出卷盘的卷径。
为了在启动,停止和加减速过程中更好的控制线上的张力,系统增加机械惯量补偿系数,静摩擦补偿系数,滑动摩擦补偿系数,材料密度等参数,以使得线上张力恒定。
自动锥度计算功能,根据工艺需求,随着收卷盘卷径的增大可自动调整线上张力,满足产品卷曲成型质量。
产品特点
–收卷采用转矩开环控制,使用卷径计算功能适当调整转矩,保持线上张力恒定,无需外加速度反馈的编码器和张力控制器,节约成本且可免除外界干扰。收卷转矩控制精度高,可准确提供用户需要的张力并且对张力给定响应快,保证加工的材料粗细均匀,不断丝不松丝。
–收卷部分启动加速、停机减速过程平滑,低速下张力控制稳定,收卷的线材不会被拉断或变形。
–无需使用力矩电机,普通异步电机即可工作,节约了成本。
–锥度计算功能满足工艺需求。
本文摘自:网络 时间:2022-10-06
